
Burrs are a common challenge in metal fabrication. Whether parts are produced by laser cutting, punching, machining, drilling, or milling, unwanted material often remains attached to the edge of a workpiece.
Although burrs may appear insignificant, they can affect product quality, assembly, coating performance, operator safety, and downstream manufacturing processes.
Understanding the different types of burrs is the first step toward selecting the right deburring solution.
What Is a Burr?
A burr is a small piece of unwanted material that remains attached to a workpiece after a manufacturing process.
Burrs are typically formed when material is displaced, fractured, or melted during cutting and machining operations.
The size and shape of a burr depend on several factors, including:
- Material type
- Material thickness
- Cutting process
- Tool condition
- Processing parameters
Different manufacturing processes create different types of burrs.
Roll-Over Burr
The roll-over burr is one of the most common burr types.
It occurs when material bends and stretches instead of separating cleanly during cutting.
As the cutting tool exits the material, a thin lip forms along the edge.
Common Sources
- Punching
- Shearing
- Stamping
- Mechanical cutting
Characteristics
- Thin and continuous
- Usually located on the exit side
- Can be sharp despite its small size
Roll-over burrs are often easy to remove but can still create assembly and handling problems.
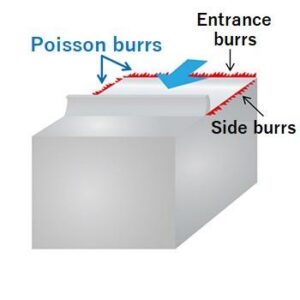
Poisson Burr
A Poisson burr forms when material deforms sideways under compression.
As the material is cut, pressure causes the edges to expand outward, creating a small raised burr.
Common Sources
- Punching
- Drilling
- Forming operations
Characteristics
- Raised edge
- Typically appears around holes
- More common in softer materials
Although relatively small, Poisson burrs can affect dimensional accuracy and fitment.
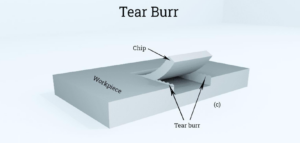
Tear Burr
Tear burrs occur when material fractures unevenly during cutting.
Instead of separating cleanly, part of the material tears away from the workpiece.
Common Sources
- Punching
- Shearing
- Stamping
Characteristics
- Irregular shape
- Rough edge appearance
- Often larger than roll-over burrs
Tear burrs are generally more difficult to remove and can significantly affect edge quality.
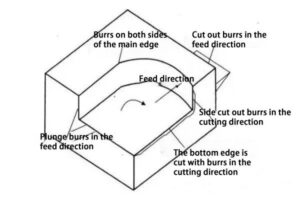
Cut-Off Burr
Cut-off burrs form near the end of a machining process when the material finally separates from the workpiece.
They are common in turning, milling, and sawing operations.
Common Sources
- CNC machining
- Turning
- Milling
- Sawing
Characteristics
- Larger burr formation
- Located at tool exit points
- May require additional finishing
These burrs can interfere with assembly and often require secondary processing.
Laser Cutting Burrs
Laser cutting typically produces burrs when process parameters are not optimized.
Factors such as cutting speed, assist gas pressure, focus position, and material condition can all contribute to burr formation.
Common Characteristics
- Attached to the bottom edge of the cut
- Vary in size depending on material thickness
- Can range from light burrs to heavy dross
Typical Causes
- Incorrect cutting parameters
- Worn consumables
- Improper focus settings
- Material surface contamination
Laser cutting burrs are among the most common issues encountered in modern sheet metal fabrication.
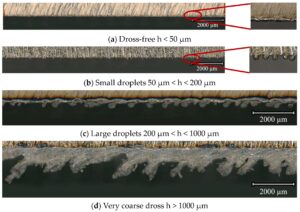
Slag and Dross Formation
While technically different from traditional burrs, slag and dross are often treated as burr-related defects.
During thermal cutting processes, molten metal may solidify along the cut edge.
Common Sources
- Laser cutting
- Plasma cutting
- Oxy-fuel cutting
Characteristics
- Heavy material attachment
- Difficult to remove manually
- May require aggressive deburring methods
Slag can negatively impact welding, coating, and assembly operations if not removed properly.
Why Burr Type Matters
Not all burrs require the same removal method.
For example:
- Light roll-over burrs may only require brushing.
- Sharp laser burrs may need abrasive belt processing.
- Heavy slag often requires stronger grinding or sanding operations.
- Edge rounding applications may require additional finishing steps.
Understanding the type of burr helps manufacturers choose the most efficient and cost-effective deburring process.
Common Deburring Methods
Several methods are used throughout the industry:
Manual Grinding
Suitable for low production volumes and occasional burr removal.
Abrasive Belt Deburring
Effective for laser-cut parts and larger burrs.
Brush Deburring
Ideal for light burr removal and edge rounding.
Automatic Deburring Machines
Designed for consistent processing, higher productivity, and improved edge quality.
Modern deburring systems often combine multiple technologies to handle different burr types within a single process.
Final Thoughts
Burrs are an unavoidable part of many manufacturing processes, but they should not be ignored.
Different burr types can affect product quality, coating performance, assembly efficiency, and workplace safety.
By understanding how burrs form and selecting the appropriate deburring method, manufacturers can improve edge quality and create a more efficient production process.
The goal of deburring is not simply to remove unwanted material—it is to create cleaner, safer, and more consistent parts ready for the next stage of manufacturing.
Need Help Choosing a Deburring Process?
Send us your material, thickness, cutting method, and burr or slag condition. Lasvio can help recommend a suitable deburring, edge rounding, or surface finishing solution for your parts.